Содержание
В практике электромонтажных работ нередко приходится использовать медные или алюминиевые токонесущие шины – полосы и пластины из толстолистового металла. Для пространственной гибки по достаточно сложным контурам для этих целей можно использовать и листогибочные установки, но гораздо более компактны и удобны специализированные шиногибы, как ручные так и с гидроприводом.
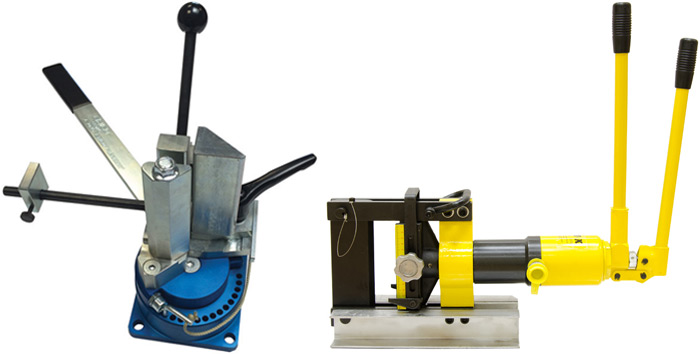
Устройство ручного шиногиба
Ручной шиногиб представляет собой вертикально расположенный станок рамного, О-образного типа, состоящий из следующих узлов:
- Станины, которая, ввиду незначительных нагрузок, может быть изготовлена из квадратных стальных труб.
- Нижней (неподвижной) половины штампа, проектируемой под наиболее часто используемые углы гиба и размеры полок шины.
- Направляющих, располагающихся посредине опорных стоек станины.
- Винтового ползуна с подвижной половиной штампа, устанавливаемого в верхней стойке ручного шиногиба.
- Маховичка, при помощи которого производится перемещение ползуна.
- Гайки, встроенной в неподвижную перемычку, которая размещается примерно посередине опорных стоек.
- Регулируемых упоров, которые располагаются слева и справа от нижней половины штампа.
- Возвратных пружин, обеспечивающих плавное снятие нагрузки на согнутую шину после окончания процесса гибки (это необходимо для компенсации сил упругого последействия изгибаемого материала).
Иногда, вместо маховичка, приводом перемещения ползуна является винтовой домкрат, тогда сбоку шиногиба появляется качательно двигающаяся ручка, которой производится нагнетание масла в рабочую полость цилиндра, отвечающего за движение ползуна со штампом.
Такой шиногиб не может обеспечивать стабильное усилие прижима заготовки шины, поскольку привод домкрата – обычно простого действия, и в период фазы холостого качания ручки усилие гибки несколько снижается.
Гидравлический шиногиб
Для привода такого устройства потребуется специальная гидравлическая мини-станция на базе насоса двойного действия (заметим, что производители далеко не всегда комплектуют ими шиногиб, но обеспечивают необходимую унификацию всех крепёжно-присоединительных элементов).
В качестве примера компоновки рассмотрим гидравлический шиногиб модели ШГ-150. Его принципиальное отличие заключается в том, что агрегат имеет боковой, а не верхний ползун, что позволяет свободно размещать устройство на верстаке электромонтажной мастерской.
Основные части шиногиба ШГ-150 (производитель – фирма КВТ):
- Рамная станина.
- Узел винтового прижима заготовки к неподвижной половине штампа.
- Плунжер с подвижной половиной штампа.
- Маркированные упоры, которые размещены по фронтальной и тыловой сторонам оборудования.
- Рабочий шланг с присоединительной арматурой.
- Направляющий фланец для плунжера.
Конструкция рассчитана на использовании насоса двойного действия, который, хотя работает несколько медленнее (особенно в начальной стадии гибки), зато обеспечивает стабильность основного технологического усилия на протяжении всей стадии качания рукоятки насосной станции. В конце процесса переходной штуцер ослабляется, что вызывает постепенное стравливание масла в нижнюю полость цилиндра. В результате неподвижная половина штампа немного отходит от согнутой шины, что облегчает извлечении готового изделия из шиногиба.
В усовершенствованной модели — ШГГ-150Н — предусмотрена лазерная разметка установки упоров, что значительно увеличивает точность гибки.
При частых применениях рабочую станцию стоит стационарно закреплять на верстаке, что повышает удобство использования устройства.
Как выбрать типоразмер агрегата?
Поскольку конструкциями любых шиногибов предусмотрено выполнение калибрующей гибки с прижимом заготовки в конце рабочего хода, то технологическое усилие процесса может быть рассчитано по формуле
Рг = F×q,
где — F – площадь проекции шины на плоскость гиба (общая площадь полок готовой шины в мм2), а q – удельное усилие гибки-калибровки, которое составляет:
- для алюминия – 60…80 МПа;
- для меди – 90…120 МПа.
Меньшие значения удельного усилия соответствуют гибке шин с меньшей толщиной исходного материала.
Учитывая возможность производства гибки с уменьшенными радиусами закругления, когда инерция пластического течения металла возрастает, расчётное усилие гибки стоит увеличивать на 10…15%, и по этим данным производить выбор типоразмера шиногиба.
Другими параметрами выбора подходящей модели шиногиба являются:
- Максимальные размеры изгибаемой шины, мм (отдельно – при гибке по упорам и без них).
- Наибольший ход плунжера, мм.
- Максимальный угол гиба, град.
- Масса и размеры.
Схожими конструктивными решениями обладают шиногибы от известного производителя оконных конструкций Rehau. Основное различие конструкции заключается в том, что расстояние между упорами и ширина подвижной половины штампа здесь увеличена, и адаптированы под наиболее часто используемые профили уголков.
Цена гидравлических шиногибов зависит от рабочего усилия, развиваемого приводом, и колеблется в пределах 20…32 тыс. руб. (для моделей отечественного производства). Цены не включают в себя затраты потребителя на приобретение насосной станции (это ещё 8…10 тыс. руб.). Ручные шиногибы можно пробрести по цене 12…14 тыс. руб.