Содержание
Гибка арматурных прутьев – обычная операция при заливке железобетонных конструкций. Для повышения качества и производительности гибки целесообразно использовать специализированные арматурогибы – чаще ручные, но при использовании прутков большого диаметра – и электрические. Как выбрать оптимальный вариант, чтобы не переплатить? Давайте, узнаем!
Немного о технологии холодной гибки арматуры
Применяя в качестве исходной заготовки стандартные горячекатаные прутки по ГОСТ Р 5244 — 2006, стоит напомнить, что гибке арматуры практически всегда предшествует отрезка «в размер». Поэтому соответствующий гибочный станок должен иметь две рабочих позиции.
Основными эксплуатационными параметрами гибки арматуры являются:
- Угол гиба.
- Максимальный изгибающий момент.
- Допустимое сопротивление металла.
- Производительность процесса.
Различают свободную и калибрующую гибку. ГОСТ Р 5244 – 2006 предусматривает для производства арматуры преимущественно низкоуглеродистую сталь круглого поперечного сечения диаметром от 6 до 80 мм. Однако иногда условия строительства и требования по прочности строительной конструкции вынуждают использовать высокопрочную арматуру классов A-III, A-IV, A-V и A-VI, которая изготавливается из среднелегированных и высокоуглеродистых сталей типа 25ГС, 80С, 32Г2Рпс и т. п. Такие материалы характеризуются повышенными упругими свойствами, и после гибки заметно распружиниваются.
Арматурогиб, рассчитанный на работу со всеми марками металла, должен работать по принципу калибрующей гибки, когда конструкцией станка предусматривается жёсткий подпор заготовки в течение всего хода деформирующего инструмента. По той же причине оборудование не должно иметь электропривод, который не позволяет оставить под давлением деформируемый участок прутка. В то же время ручное управление арматурогибом, хотя и утомительнее, зато обеспечивает более точную фиксакцию рабочего угла гиба.
Во всех остальных случаях гибка арматурных прутков может выполняться по свободной схеме, когда перед гибкой фиксируются только торцы заготовки. Станок получается конструктивно более простым, и обладает меньшим весом.
Учёт угла сопротивления металла β проще всего можно проводить, пользуясь приводимой далее таблицей. Здесь r – радиус гибки прутка, R — половина диаметра исходной заготовки.
| Материал прутка | Значение β, град, при значениях r/R, до | |||||
| 1 | 2 | 4 | 6 | 10 | 15 | |
| Ст.3 | 2,0 | 2,6 | 4,3 | 5,0 | 6,3 | 8,4 |
| Ст.5, Ст. 5Гпс | 2,0 | 2,9 | 4,6 | 6,0 | 7,0 | 8,8 |
| 10Г2С, 12ГС | 2,3 | 3,2 | 4,8 | 6,5 | 7,5 | 9,0 |
| 30ГС | 2,3 | 3,5 | 5,3 | 7,0 | 8,5 | 11,4 |
| 32Г2Рпс | 2.5 | 4,0 | 6,0 | 7,5 | 9,5 | 13,0 |
Во избежание трещин, складок и прочих дефектов, которые могут возникнуть при гибке арматуры, необходимо учитывать минимальные значения угла гиба rmin, которые также определяются материалом заготовки:
- для стали Ст.3 допустимое отношение rmin/R≤ 0,52;
- для стали Ст.5 допустимое отношение rmin/R≤ 0,67;
- для стали Ст.5Гпс допустимое отношение rmin/R≤ 0,83;
- для стали 10Г2С допустимое отношение rmin/R≤ 1,10;
- для стали 30ГС допустимое отношение rmin/R≤ 1,32.
Устройство приводного арматурогиба
Выпуском подобной техники занимаются многие отечественные и зарубежные фирмы. Стоит отметить ручные арматурогибы производства Stalex (Польша, линейка DR), Afacan (Турция), отечественные устройства типа LMG от компании Ангстрем с ручным и электрическим приводом, ручные арматурогибы АРГ-1 и пр.
Устройство и работу арматурогиба, оснащённого комбинированным (электрическим и пневматическим) приводом рассмотрим на модели SB6-12 (Китай). Приводной арматурогиб включает в себя следующие узлы:
- Кассету под пруток.
- Ролики для подачи.
- Привод.
- Гибочно-отрезную балку.
- Фиксаторы.
- Встроенный компрессор.
- Гибочный инструмент.
- Пульт управления.
- Узел удаления готового изделия из рабочей зоны.
Арматурогиб работает по следующему принципу. Выбирается требуемая программа гиба из имеющихся, после чего автоматически устанавливаются размеры заготовки и ход гибочно-отрезной балки. Пруток размещают по упорам и включают электродвигатель, в результате чего происходит одновременные рез и правка арматурного стержня. Ролики продвигают на позицию реза следующую часть прутка, которая одновременно перемещает отрезанную заготовку в гибочную матрицу. Ход гибочных ползунков выполняется сжатым воздухом, который подаётся от компрессора. В процессе возвратного хода согнутое изделие при помощи сбрасывателя удаляется из зоны деформирования.
Оборудование подобного класса используется на специализированных предприятиях и крупных мастерских, которые выполняют заказы в массовом количестве.
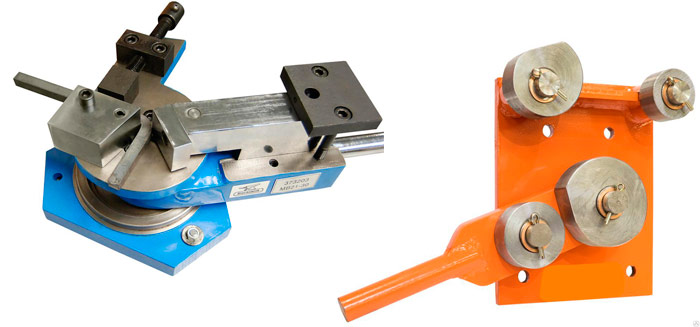
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.