Содержание
Ручная сварка длинных поверхностей утомительна, поэтому для повышения производительности операции, условия проведения которой в ходе сварки неизменны, пользуются механизированными приспособлениями — сварочными тракторами. Особенно хорош сварочный трактор при выполнении сварки под флюсом или в среде защитных газов jn Лайт Авто отзывы
Устройство и функционал
Появившись как альтернатива подвесному оборудованию, сварочные трактора сразу показали ряд своих технологических превосходств: лёгкость работы, универсальность, возможность получения качественного шва при неидеально ровной оси стыка и т. д.
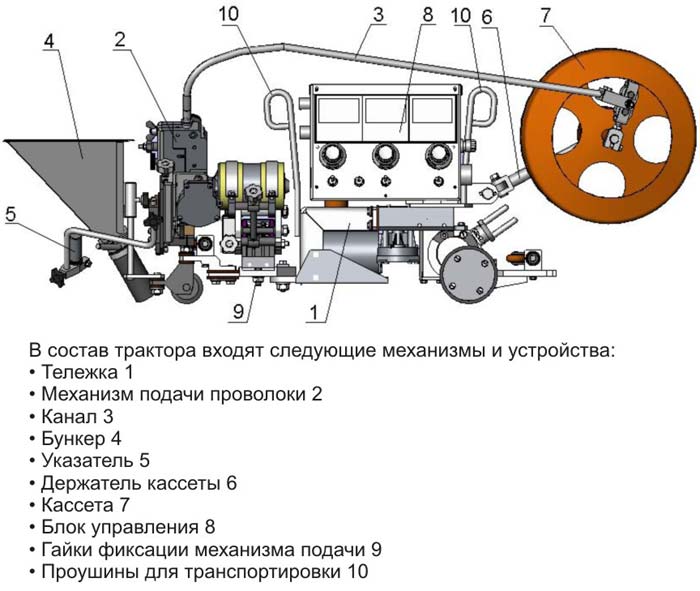
Типовая конструкция агрегата включает в себя следующие узлы:
- Ходовую тележку (она может быть рельсового или безрельсового исполнения).
- Сменную катушку со сварочной проволокой.
- Механизм подачи.
- Систему направителей.
- Сварочную головку.
- Пульт управления.
Функциональность сварочного трактора увеличивается, если на его базе возможна установка дополнительных приспособлений и узлов. Это могут быть дозирующие устройства, направитель для второй катушки со сварочной проволокой, отсос излишков флюса и т. д. Непрерывно совершенствуются и системы управления: в современных конструкциях регулировка режимов сварки производится при помощи лазерной считывающей головки. Это позволяет полностью исключить человеческий фактор при мониторинге режима сварки, и обеспечить стабильность всех параметров сварного шва.
Для контроля направления движения в некоторых конструкциях предусматривают вынесенный на консоль передний ролик, который перемещается по поверхности готового сварного шва.
Последовательность работы сварочного трактора заключается в следующем. Устройство выставляют вдоль оси будущего сварного соединения (для массивных деталей с этой целью может быть использована свободная площадь на самих изделиях). Сварочный трактор подключается к ближайшему сварочному посту, после чего при помощи направителя устанавливается требуемая траектория движения сварочной проволоки от катушки к сварочному мундштуку. Одновременно регулируется интенсивность подачи сварочного флюса. Все исходные параметры работы агрегата должны соответствовать требованиям ГОСТ 8713-79.
При необходимости более сложных перемещений (например, по кругу) применяют сварочные трактора с рельсовыми путями. Конструктивно в подобном оборудовании изменяется лишь форма колёс, которые должны иметь направляющие реборды.
Технологические режимы сварки с применением тракторов
Кроме стандартного режима автоматической сварки рассматриваемая техника может выполнять также сварку одновременно двумя электродами с подачей сварочной проволоки от общей катушки, а также так называемую тандемную сварку, когда на одной тележке устанавливаются две автономных сварочных головки, питание каждой из которых производится от своего источника.
Источники питания для сварочных тракторов могут быть двух типов: тиристорные или инверторные. Последние отличаются компактностью, однако не рассчитаны для выполнения длинных сварных швов, и более требовательны к стабильности тока и напряжению в сети. Тиристорные приводы имеют повышенную мощность, поэтому их применяют при сварке габаритных и толстостенных изделий.
В зависимости от конструкции передвижной рамы сварочные трактора могут выполнять следующие виды сварки:
- Стыковую;
- Внахлёст;
- Обычную угловую;
- «В лодочку», когда стыки располагаются под углом меньше 45°;
- Боковую (в этом случае оборудование оснащается боковыми роликами, а перемещение сварочного трактора выполняется по двутавровым балкам).
Независимо от способа сварки, трактора оснащается механизмом управления режимами сварки, которое действует по принципу обратной связи: скорость перемещения тележки согласовывается с интенсивностью расхода флюса и сварочной проволоки. Критериями служат диаметр сварочной проволоки, энергетические характеристики разряда, глубина шва, способ поджига дуги и полярность процесса.
Применение тракторов позволяет:
- Обеспечивать стабильность механических характеристик сварного шва независимо от его сложности, состояния торца сварочной проволоки и иных факторов.
- Стабилизировать условия поджига сварочной дуги.
- Свести к минимуму все подготовительные работы по настройке сварочной проволоки и режима подачи флюса.
- Производить перепрограммирование параметров процесса сварки при изменении толщины свариваемых изделий, направления сварного шва и т. д.
Применение сварочных тракторов оправдано в условиях массового выполнения сварочных операций, поскольку такое оборудование – габаритное, и отличается соответственно более высокой ценой.
Выбор типоразмера сварочного трактора выполняется с учётом желаемой производительности (одномоторные агрегаты более лёгкие и компактные, но имеют меньшую мощность, чем двухмоторные). Кроме того, стоит помнить, что каждая конструкция оптимизирована производителем под определённые условия сварки (количество одновременно работающих дуг может быть от одной до трёх).
Наиболее распространённые модели сварочных тракторов
Сварочные трактора конструкции Института электросварки им. Патона (Украина) ТС-16 и ТС-17 выпускаются одномоторного исполнения, когда общий двигатель питает и механизм подачи проволоки, и самоходную тележку. Компактность устройства обеспечивается применением для несущих элементов лёгких сплавов. Имеется возможность для присоединения дополнительных узлов. Оборудование может работать с дугой как переменного, так и постоянного тока. Предельная сила тока (для ТС-17) составляет 1200 А, скорость сварки 16…126 м/ч, диаметр используемой проволоки 1,6…5,0 мм.
Сварочный трактор АДФ-1000 конструкции НПФ ИТС (Россия) отличается несколько меньшей мощностью (реализуемый ток – только постоянный, силой до 1000 А), но зато позволяет производить также и многослойную наплавку поверхности. Агрегат оснащён системой управления перемещением сменных колёс, а также цифровым регулирующим блоком. При диаметре используемой проволоки 2,0…5,0 мм обеспечивает скорость сварки в пределах 12…120 м/ч. Модификация АДФ-1002 позволяет работать в различных климатических условиях.
Сконструированный ЦНИИТМАШ сварочный трактор УТ-1250-3 работает по двухмоторной схеме. Агрегат рассчитан на токи до 1250 А, имеет возможность регулирования скорости подачи электродной проволоки. При диаметре проволоки 1,6…6,0 мм обеспечивает скорость сварки 10…80 м/ч.
Сварочные трактора модельного ряда ESАB (США) оснащаются различным количеством сварочных головок. В линейке такого оборудования имеются и типоразмеры с аккумуляторным питанием, что повышает мобильность техники. Реализуемые сварочные токи 600…800 А, при диаметре электродов 1,6…4,0 мм, и скорости сварки 60…100 м/ч. Работают только в паре с фирменными блоками питания.